 Skip to content
Skip to content



Flux-Cored Wire Vs. Solid Wire
When it comes to welding, choosing the right wire is crucial for achieving the desired results. Two popular options are flux-cored wire and solid MIG wire. Both have their own unique characteristics and are used for different purposes.
Flux-cored wire is known for its ability to weld in windy conditions and in areas without a clean environment. On the other hand, solid MIG wire is preferred for its smooth and consistent welds.
But which one is better for your project? This article will explore the differences between flux-cored wire and solid MIG wire, including their pros and cons, so that you can make an informed decision.
Source: https://www.materialwelding.com/metal-cored-welding-vs-flux-cored/
https://weldguru.com/flux-core-vs-mig-welding/
1. Are Flux-cored wires The Same As MIG Wires?
Flux-cored and solid wires are similar in many ways - they are both used as filler metals in the wire welding process, but fundamentally, they are different types that shouldn't be mistaken. MIG welding became popular across the globe due to the fact it utilizes a semi-automated wire feed. As a result, welding was much faster and easier compared to Stick welding or TIG welding.
However, MIG welding with solid wire had its drawbacks when welding thicker metals, working outdoors, and with dirty and rusted pieces. That's when inventors introduced flux-cored wire, which was fundamentally a hollow wire filled with flux. The layer of flux protects the molten weld pool as it solidifies without a need for shielding gas. The final result with flux cored welding was combining ease of use from MIG welding with the ability to weld outside, on thicker metals or dirty pieces, like with stick welding.

Photo by @_fusionuniverse
To better help you understand which one is better for your project, we will talk about the similarities and differences between both flux-cored wires and solid MIG welding wires.
2. Similarities Of Flux core And MIG welding Wire
Both flux-cored and solid MIG wires are consumables used as filler metal for wire welding processes. They come packed in spools that are easily mounted into a welder and fed through a wire feed mechanism and a MIG welding gun. The wires carry current, support the welding arc, and supply the filler material into the weld gap.
Since they work practically the same, they are used with flux cored/MIG welding machines, such as YesWelder MIG205 DS. Depending on their type, these wires can be used to weld aluminum, steel, and stainless steel, making both types quite versatile and capable of producing sound welds.

YesWelder MIG-205DS-B Multi-Process MIG Aluminum Welder
However, things are not so straightforward, and we'll explain why when we thoroughly examine the differences between flux core welding wires and solid MIG wires.
3. Flux Core VS Solid Wire - Differences
At first glance, you can see that these wires have a lot in common. Still, talking about similarities between them took us only a brief heading, but we will have to compare the differences more thoroughly.
Differences between flux core and solid wires concern structure, shielding gas requirements, penetration, polarity, appearance, and costs. So let's talk more about each of these.
|
Flux-Cored Wire |
Solid Wire |
|
|
Price |
Higher initial price |
Lower initial price |
|
Overal Welding Costs |
Cost-efficient at large scale welding |
Cost-efficient for hobbyists and occasional welders |
|
Requires Shielding Gas |
No |
Yes |
|
Penetration |
High |
Moderate |
|
Feedability |
Moderate |
High |
|
Polarity |
Typically DCEN with specific DCEP exceptions |
DCEP |
|
Welding Safety |
Produces toxic fumes and spatter |
No fumes and low spatter levels |
|
Weld Preparation |
Can work with dirty surfaces |
Requires detailed cleaning |
|
Post-weld Cleaning |
Hard spatter |
Minimal |
|
Welding Location |
Good for outdoor use |
Performs better indoors |
|
Material Thickness |
Good with thicker metals, not for thin metals |
Good with thin metals, not so great with thick stock |
|
Weld Appearance |
Creates slag and spatter |
Minimal spatter and no slag |
|
Metal Types |
Good with steel, cast iron, galvanized steel |
Good with steel and aluminum |
3.1 Wire Structure And Construction
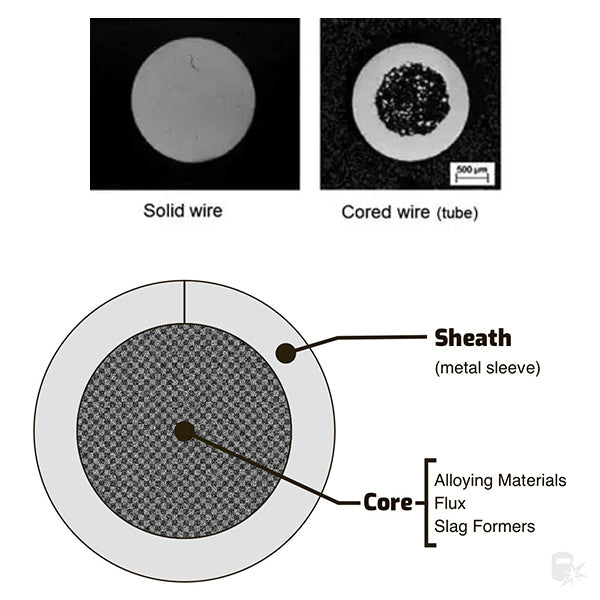
As you might have deduced from the name, the MIG welding wire is solid and uniform. MIG wires are typically made of mild steel which is plated with copper to prevent oxidation and can also be described as a bare wire. That means that optimal results and strong welds will require an external shielding gas.
Meanwhile, flux-cored wires are tubular and hollow. The core of the wire is protected by a metal sleeve and filled with flux, alloying metals, and slag formers. As you burn the wire, the flux protects the weld metal from contamination by the atmosphere, alloying metals fuse with molten weld material, and slag formers create a protective layer of slag that protects the weld as it cools down.

Slag Photo by @metal_jan_97
3.2 Shielding Gas Requirements
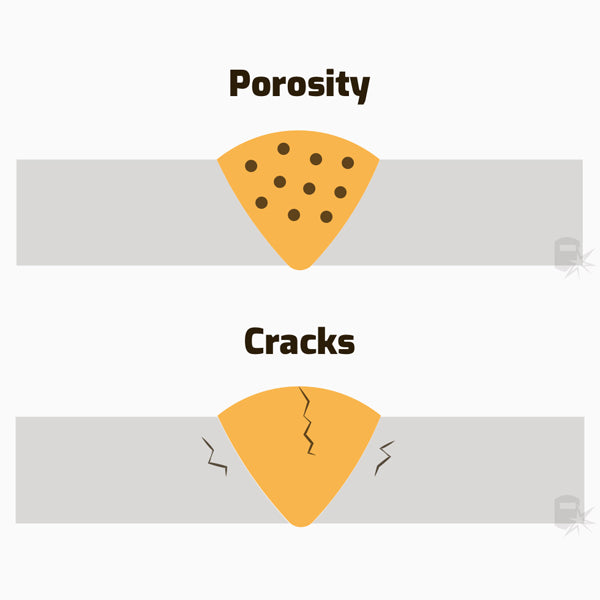
By understanding the structure of the wires, you realize that solid wire requires an external gas tank and shielding gas for best weld results. Shielding gas protects the weld pool from reacting with gases in the atmosphere. Atmospheric gases such as oxygen or hydrogen can get trapped or burn when they reach the molten weld pool, causing defects such as porosity or cracking. Therefore, adequate shielding gas coverage and proper shielding gas combination are crucial for the best result with MIG wire.
Source: https://weldguru.com/welding-porosity/
https://weldguru.com/common-welding-defects/
Meanwhile, the flux contained in the core of the self-shielded flux-cored wires has the same purpose as a shielding gas. Once it is heated by an arc, the flux creates a protective atmosphere around the weld and forms a layer of slag that protects the weld as it cools down. As a result, you don't need an external shielding gas to get the strongest flux-cored weld.
However, there are exceptions. You might come across dual shielded or gas shielded flux cored wires that contain flux but also require an external shielding gas. These wires produce sound welds but offer higher penetration and welding speed and work better with dirty surfaces than both flux-cored wires and solid wire MIG fillers but at a certain price.
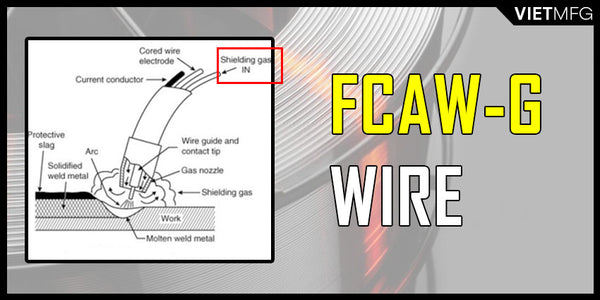
Gas-shielded Flux Core Wires. Source: https://vietmfg.com/flux-wire
3.3 Penetration Of The Wire
Flux-cored and solid MIG wires show different penetration levels at the same amperage. Flux-cored wire produces more concentrated heat due to the specific structure where alloying elements and flux are tightly focused into the core.
So if you are struggling with thicker metals and you try to get the maximum power out of fewer amps of your MIG welder, simply switch to flux core welding. However, remember that flux-cored wire can be a double-edged sword when welding the sheet metal. If you are not cautious, you can easily burn through thin sheet metal.

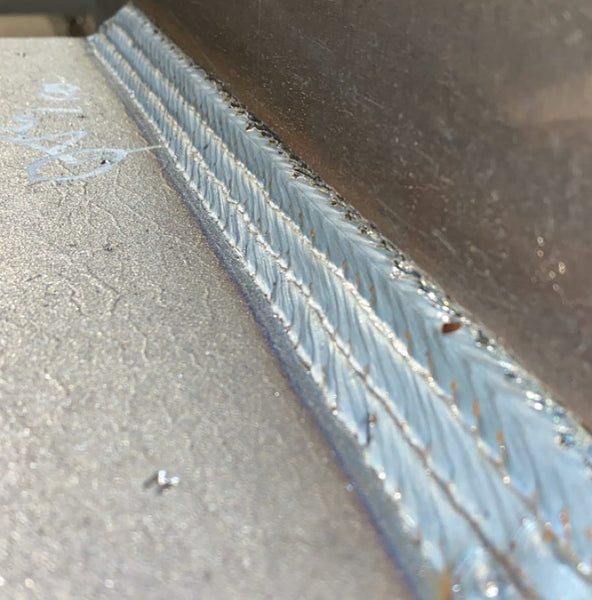
Flux-cored arc welding. Source: https://www.youtube.com/watch?v=UCSTvtLICf4
You shouldn't mistake the penetration of the wire for strength. The minimal strength of the wire is specified by AWS Classifications. For example, both ER70S-6 and E71TGS wire have a minimum tensile strength of 70,000 psi. So when someone mentions flux cored wire produces stronger welds, it is due to higher penetration on thicker metals rather than the tensile strength of the actual weld.

ER70S-6/10LB-0.8 .030" 10LB Spool Carbon Steel Solid MIG Welding Wire

E71T-GS/10LB-0.8 .030" 10LB Spool Gasless Flux Core MIG Welding Wire
3.4 Polarity Of The Wire
One of the common mistakes that beginners make is disregarding the polarity of the welding wire. Since both wire types can be run with a MIG welder, many just switch the wires and start welding, which results in a highly unstable arc, lots of spatter, and poor-quality welds.
Most MIG welding machines have, by default, set DCEP (DC+) polarity set for mild steel solid wires. This polarity concentrates more heat in the workpiece. This yields a stable arc, smooth metal transfer, relatively low spatter, good weld bead characteristics, and deep penetration for a wide range of welding currents in MIG welding with solid wire. Solid wire at DCEN will result in globby welds, with an unstable arc and frequent arc outages.
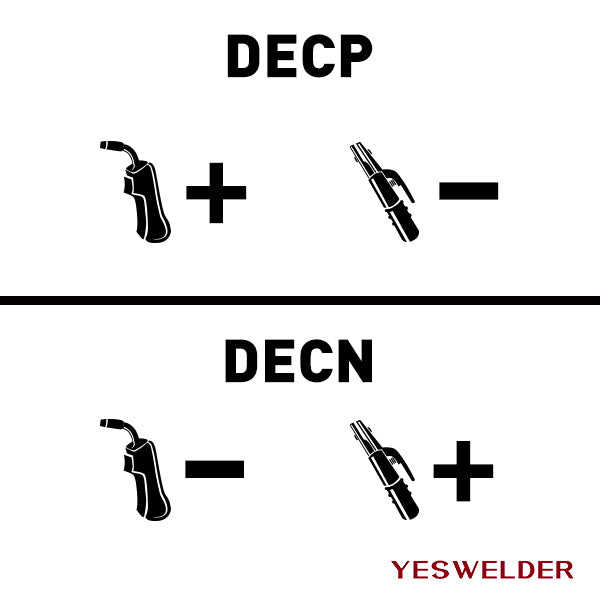
Meanwhile, most flux-cored wires will require a DCEN (DC-) polarity for best results. Yes, there are exceptions where the specific flux-cored wire will work on DCEP, but most types you can encounter as a hobbyist or occasional welder will require switching the polarity from DCEP to DCEN inside the wire compartment or on the front panel of your MIG welders.
3.5 Wire Feedability
Due to their different and unique structure and construction, solid wires and self-shielded flux-cored wires have different feedability. A flux-cored wire is soft due to its hollow core, so you can have issues feeding it with regular U-grooved rolls. To properly feed flux cored wire, you will need knurled or W rollers, where small knurls or "teeth" tightly grip the soft wire and feed it constantly without tangling or birdnesting.
Meanwhile, solid wires are harder, so you don't need to deal with these issues. You can feed them with a regular U or V grooved roller, which is commonly supplied with your welding machine.

Wire Feeding Roll V Knurl Groove | .023”&.030”V-Groove for Carbon Steel Wire | MIG Welding Machine Feeder Roll
3.6 Welding Safety
Safety is often an overlooked part of welding, so many end up with arc eye or metal fume fever. That's why you should be aware of the drawbacks of flux shielding inside the core of the wire. As it melts, the flux releases gases that protect the weld puddle from defects, but the released fumes are hazardous. Long-term exposure to toxic fumes can have severe consequences for health.
Additionally, flux-cored wire typically produces higher amounts of spatter, which can get onto your hands or body. That's why you should always wear protective equipment, including a respirator, welding helmet, welding gloves, and jacket when flux core welding.

Source: @htpamerica_usaweld in TikTok
3.7 Welding Costs
Fundamentally, flux-cored wire is considered pricier due to the higher initial price per pound compared to solid wire. However, comparing the cost of flux core and solid wire is quite challenging since you have to accredit more than just the price per pound.
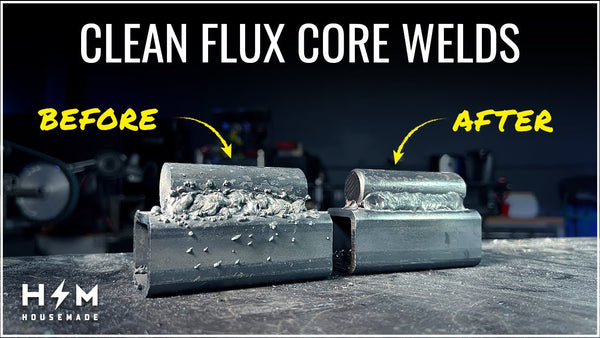
For example, flux-cored wire provides higher welding speed (larger amounts of weld metal deposited) and penetration and requires less time to prepare the welds since it can burn through dirt, dust, and specific contaminants. Still, they produce more spatter and slag, so they require more time to clean after the weld.
Source: https://www.youtube.com/watch?v=_4LegBN1mAA
So when all taken into account, the welding costs of flux-cored wires and solid wires are similar, or flux-cored wires can be even more cost-efficient in industrial-scale welding. However, as an occasional or hobby welder that doesn't burn pounds of wire a day, solid wire is more cost-efficient.
4. Which One Should I Use, Solid Wire Or Flux-cored Wire?
The answer to this question will solely depend on your applications and final welding goals. So to make the right choice, you will have to ask yourself: where am I welding, how thick materials am I welding, is the appearance of the weld vital for me, and what metals am I commonly welding?
4.1 Where Welding Takes Place
If most of your welding takes place indoors, inside the small garage of the fabrication shop, MIG welding with solid wire is your go-to choice. Indoors, you don't have to worry about hazardous fumes from flux-cored wire, and you can provide proper shielding gas coverage without fear of wind or draft interfering with the shielding of the weld puddle and causing porosity or cracks.
Big ole solid wire whips. Photo by @migtarded
Meanwhile, flux core welding with self-shielded wire is a better choice if you are commonly welding outdoors. With flux core wire, you don't have to worry about wind or draft blowing away your shielding gas. In addition, fieldwork isn't always the cleanest environment, so you can easily burn through dirt, rust, or dust with flux-cored wire. Also, you don't have to drag a pressurized gas bottle all the way to the field, which makes flux-cored wires a more versatile outdoor choice.
4.2 The Thickness Of The Material
You can use both flux-cored or solid wire to weld medium-thickness mild steel successfully, but once the meals start getting thicker or thinner, you will have to make adjustments. Solid wires are an excellent choice once you need to work with thin gauge sheet metal or thinner pieces. With a moderate amount of penetration and a .023" welding wire diameter, you don't have to worry about burn-through or distortion on thinner pieces. As a result MIG welders can weld down to 24 ga pieces.
However, if you feel like you don't have enough power when welding thicker material than 1/4", you should switch to the flux-cored wire. The flux-cored wire will show higher penetration when used at the same amperage as solid wire, and they come in larger diameters. So typically, FCAW is recommended for 1/8" or thicker pieces.

FCAW Photo by @stephen_drummond_welder
4.3 The Types Of Metal
Similarly to the thickness, you can successfully weld mild steel with flux-cored and solid wires, but things change once the metal types change. If your welding projects include occasional MIG aluminum welding, you should go with solid wire. Aluminum usually comes in thin pieces and requires a clean procedure to retain corrosion resistance. These are not the stronger points of FCAW, so you are limited to MIG.

Spare tire mount on aluminum trailer. Photo by @schindlerweldfab
Meanwhile, metals such as cast iron or galvanized steel react better to the flux-cored wire. Due to their properties, self-shielded wire produce sound welds in cast iron and penetrates excellently through the zinc layer on galvanized steel.
4.4 Weld Appearance
If the weld appearance is essential to you, choose the MIG welding wire. Solid wire produces low spatter levels when welding thinner pieces and provides good weld bead appearances. For example, .030 solid wire creates a smaller heat-affected area and reduces the chances of burn-through in thinner pieces, which can be challenging with flux-cored wire. Solid wires will require more time spent on pre-weld cleaning, but they will result in cleaner welds with little to no post-weld cleanup.
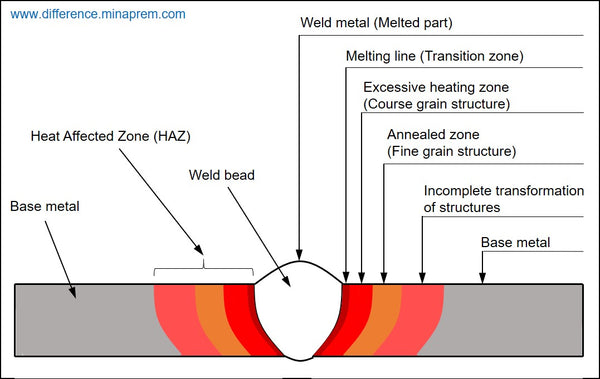
Source: https://www.difference.minaprem.com/joining/difference-between-weld-metal-and-heat-affected-zone-haz/
Nonetheless, if you want to get the job done quicker, without concerning the appearance of the weld, a flux-cored wire can be a better choice. The weld itself won't look as bad as you would expect, but you'll have to deal with slag, hard spatter, or burnt welding contact tip on your MIG gun. Flux-cored wires will require less time cleaning the pieces before welding, but you will have to chip the slag and clean the spatter around the weld after welding.
5. Conclusion
Both flux core and solid wire welding offer advantages and disadvantages depending on the project. Solid wire welding is more consistent and produces a more precise weld, but it requires a shielding gas to protect against oxidation.
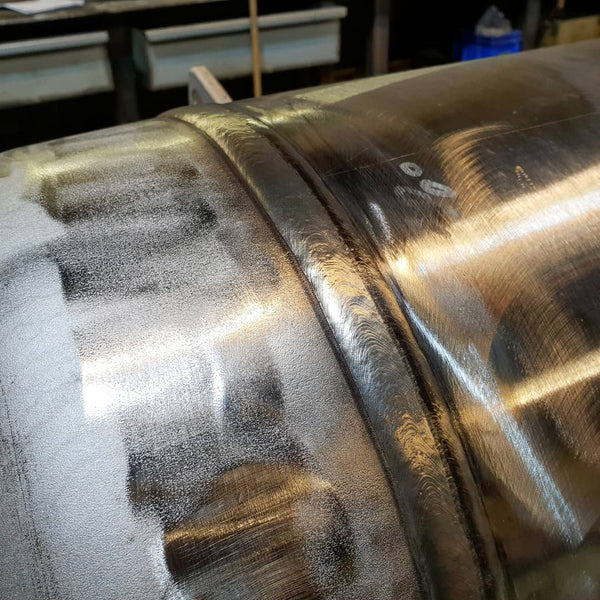
Stainless circle weld with flux core 316L. Photo by @welder_dik
Flux core welding is more versatile because it can be used in all positions and does not require a shielding gas, but it often produces a rougher weld that may require additional cleaning. Ultimately, the best choice of welding process depends on the project and the preferences of the welder.
👏 You may be interested in the following:
- MIG Welding Basics
- How To MIG Weld Stainless Steel Like a Pro
- How to get the strongest flux-core weld
📩 Your call!
Choose the next topic of YesWelder's blog!
It's ALL up to you! Pick your next topic!


Leave a comment