 Skip to content
Skip to content



How to Get the Strongest Flux-core Weld
Flux-cored arc welding is an excellent process widely used by beginners and seasoned industrial welders. High popularity among welders results from versatility, as it combines high deposition rates and fantastic mechanical and chemical properties of the weld with ease of use and the ability to work outside.
Even though flux core welding is a straightforward process, welders still struggle to get the best out of it. That's why we decided to answer the commonly asked question - how to get the strongest flux core weld.
To do so, we will help you understand the properties of the strong weld and what can interfere with it to apprehend the solutions.

Source from: https://weldguru.com/flux-core-welding/
Overview of Flux-cored Arc Welding
Flux-cored arc welding uses heat generated by welding arc to join metals. An arc is formed between a specific, flux-cored wire electrode and a workpiece. The wire is continuously fed into the weld area, and as the filler metal melts, it fills the gap and fuses the two pieces.
While flux-core welding fundamentally looks like MIG welding, self-shielded wire utilizes a flux that protects the weld puddle from contamination. As a result, you don't need to use a shielding gas, meaning you can flux core welding to weld outside, in the wind, or draft.

Photo by @shakawelding
Besides the ability to work in the field, flux-cored arc welding is known for its excellent penetration and strength. That's why it is commonly used in welding structural steel, bridge construction, and heavy equipment repair. In addition, flux core welding shows remarkably stronger results compared to GMAW when welding cast iron or galvanized steel.
Even though flux core welding is a straightforward metal joining process, achieving the proper results and weld strength in both industrial and hobby applications is crucial. Therefore, you will need practice, dedication, and time to get the best out of flux-core arc welding and high-quality weld results.
But first, you should start by understanding the properties of the strong weld.

Photo by @theweldworld
Properties of Strong Flux Core Weld
The strong flux core weld is uniform, as there are no defects and discontinuities such as porosity, undercut, or lack of penetration, as well as surface irregularities, such as concave and convex welds or overlapping
You don't have to be an expert to notice the holes, cracks, or uneven welds; these are all signs that you are doing something wrong. As a beginner, there are great chances you will encounter these in your first welds, but things aren't so dire.

Source: https://weldingmastermind.com/this-is-what-causes-porosity-in-mig-welding/
These are all easily solvable by improving the technique, practicing, and getting the best welding parameters. Yes, it will take some time, but once you get the hang of it, the results are more than satisfying.
In industrial applications, flux core welds must meet minimum tensile and yield strength. Tensile strength represents the maximum force applied to the weld before it fails, and it is measured in pounds per square inch (psi) or megapascals (MPa). Yield strength represents the maximum force applied before the piece deforms plastically.
To ensure flux core welds can withstand the force in everyday situations, they are subjected to various destructive tests. These usually include tensile tests, bend testing, pull test welds, and more. If the test weld fails, the welders must rework the parameters and choose a different welding wire.

Source: https://www.instron.com/en/testing-solutions/astm-standards/astm-e190-aws-b40
What Interferes with Flux Core Weld Strength?
All noted defects, such as porosity and worm tracking or undercutting, can negatively impact the physical properties of the weld, including the weld strength. Each issue occurs for different reasons, so in this section, we will help you understand how they occur and what you can do to avoid them.
Regardless of the defect, weld strength can be impacted by a lack of cleanliness, flux core wires, improper technique, or wrong welding parameters, including voltage and wire speed.

Photo by @weld_management
Lack of Cleaning
Weld preparation is crucial regardless of the selected welding process, but things are a bit different with flux core welding. Flux-cored arc welding is considered a good option when working with dirty metal, as there are flux core or dual shielded flux-cored wires with de-oxidizers, similar to specific stick welding electrodes, that can quickly burn through any contaminants.
While these are often a solution in industrial applications, relying on flux core wire cannot replace proper weld joint cleaning and preparation. Once you start welding, the remaining oil, grease, paint, or dirt create tiny bubbles of nitrogen, hydrogen, or oxygen, referred to as porosity, that may appear on the surface of the weld.
In specific situations, porosity can occur inside the weld, which is even riskier since you cannot see it without weld testing. The porosity can interfere with the integrity of the weld, making it weaker, eventually developing the under bead cracking.
Note that the type of cracks shown would not be expected to form in the same weldment.
Source: https://www.twi-global.com/technical-knowledge/job-knowledge/defects-hydrogen-cracks-in-steels-identification-045
Cleaning is also essential when welding multiple passes with flux-cored arc welding. Self-shielded wire uses a flux that shields the weld puddle by creating a layer of slag. Slag generated by a flux-cored wire must be cleaned entirely before adding another bead, as slag inclusions may occur.
The slag serves as a shielding agent in the weld metal, but it doesn't offer the same characteristics as a filler metal. So if it gets trapped inside the weld, the slag can interfere with the integrity and physical characteristics, weakening the weld and causing defects such as cracking.

Photo by @emilia.eckenfelder
The easiest way to prevent porosity and slag inclusions in multiple passes is, you guessed it, to clean the weld joint with a wire brush or solvent prior to welding and chip the slag generated after the first pass. While this can take some of your time, it is always better to clean the joint rather than rely on your flux-cored wire.
Choosing The Incorrect Flux Cored Wire
While penetration and amperage can somewhat be accredited for the weld strength, the vast majority of the physical characteristics rely on the flux core wires. Therefore, like with any welding process, you should match the strength of the flux core wire to the base metal.
To do so, you should always check the AWS flux core wire classification. The classification states the minimum tensile strength of the wire, e.g., 70.000 psi, but the filler metal manufacturer can meet or exceed it. That's why you should check both typical tensile strength values on a data sheet and AWS classification for matching. You don't want to choose too high or lower than the required tensile strength wire.
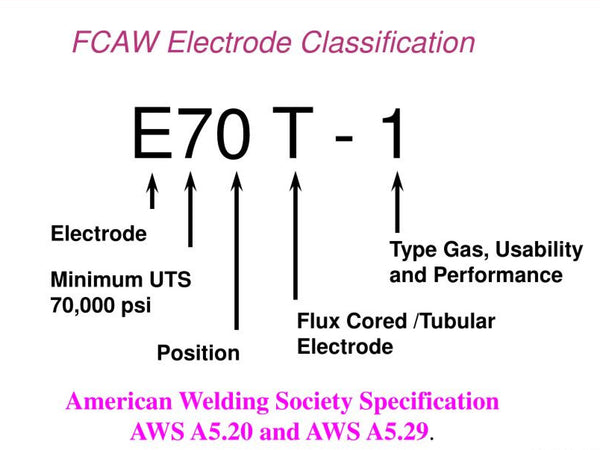
Source: https://www.slideserve.com/bernad/introduction-to-materials-joining
As an all-around choice for hobby flux core steel welding, we recommend .030 YesWelder E71T-GS wire. This all-position wire offers good arc stability, low spatter, and no porosity when welding steel of various thicknesses.
Besides the type of wire, you should also select the appropriate wire size. If the wire diameter is lower than required, it won't fill the weld joint appropriately, causing underfill or lack of penetration. Likewise, the thicker wire can cause overlapping or excessive reinforcement. These can all interfere with the strength of the weld, so you should always match the thickness of the welding wire to the applications.
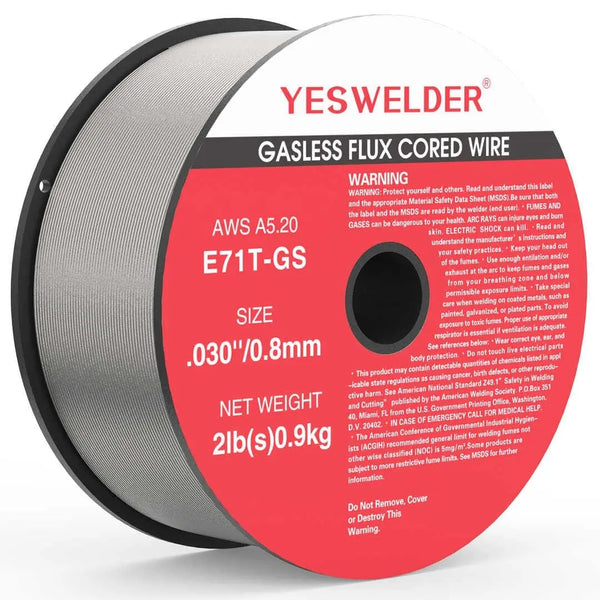
E71T-GS/2LB-0.8 2LB Spool .030" Gasless Flux Core MIG Welding Wire
Poor Wire Feed
Wire welding methods made things much easier, as welders don't have to feed the filler manually. However, the properties of flux core weld can depend on the wire feed. While solid wire feeds somewhat easier, flux core wire is softer, meaning there are several precautions. To achieve a smooth wire feed, you will need to adjust the tension, choose the appropriate roller and extend the stickout.
The first step to achieving smooth flux core wire feed is choosing a suitable wire feeding roller. Since the flux-cored wire is soft, you will need to mount a knurled W roller. This roller is designed explicitly for flux core wire and can significantly impact the feed.

knurled W roller
Next, you will need to adjust the tension. Any good flux core welder, such as YesWelder MIG205 DS, will have a clearly marked tensioner as a part of a wire feed mechanism. Low or high tension on welding wire can cause wire flattening, tangling, or birdnesing, which can impact your flux core weld's overall results and strength.
Once you've mounted the wire and adjusted the tension, you will need to leave a stickout. Stickout is referred to welding wire that extends from the tip of the contact tube. For strong flux core welds, stickout should be twice longer compared to MIG welding, approximately 3/4 inch. Short stickout will cause burnback, where wire burns your welding gun consumables, clogs them, and interferes with wire feed.

Inappropriate Welding Parameters
Welding parameters are one of the essential predispositions for the strong flux core weld. However, things can get tricky, as suitable voltage, amperage, and wire feed speed may vary on material thickness, wire diameter, position, or welding joint configuration. In addition, these can vary on the actual welding machine manufacturer.
High voltage and wire feed speeds, combined with low travel speeds, can cause excessive penetration, leading to a burn-through. Instead of fusing, you will burn through your workpieces, and seeing holes in your weld is never a good thing or the property of a strong flux core weld. In addition, high voltage and amperage can cause worm tracking. These appear as marks on the surface caused by the high heat of the gases in the flux shielding.

Worm tracking
source: https://www.hobartbrothers.com/resources/technical-articles/qa-why-are-my-welds-ugly/
Meanwhile, low voltage and feeding speed, combined with high travel speed, will cause quite the opposite issue - a lack of fusion. If the heat is too low and you are going too fast, the lack of penetration means two pieces don't fuse. As a result, the welds are weak, and sometimes you can even break them with your hands.
You will need to look for manufacturer recommendations to deal with these issues. Most manufacturers, including YesWelder, put the reference chart on the side of the welding machine's wire compartment; you can also see them in the instruction manual.

YesWelder MIG-205DS
As a beginner, you could also opt for a flux core welder with synergic controls. For example, YesWelder Flux 135 is a perfect little machine for hobby flux core welding that automatically adjusts the settings according to the wire diameter and metal thickness. These will give you a head start, but remember that you might want to experiment on a scrap metal until you get the hang of your machine.

Flux-135-110 110V Gasless MIG Welder
If you are using a MIG/Flux core welding machine for your flux core welds, you should pay attention to polarity.
Nearly all welders have, by default, set DCEP (electrode positive) polarity, which is suitable for MIG welding. Meanwhile, the flux core requires DCEN (electrode negative) or straight polarity. Flux core welding with DCEP will result in a highly inconsistent arc with lots of spatter, high ropey beads, and lack of penetration. So if you struggle to make a strong and smooth weld, among others, make sure you check your polarity.
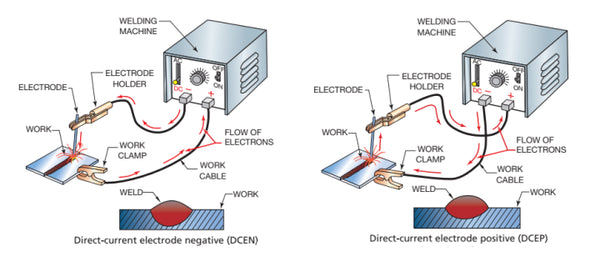
Source: https://amarineblog.com/2019/09/03/welding-current-types-dcen-dcep-ac/
Polarity settings are commonly located inside the wiring compartment, next to the wire feed mechanism. However, most modern machines, including the YesWelder Flux 135, feature a front panel polarity swap, making it more convenient and easier to check and change.
Bad Flux Core Welding Technique
Welding technique can also impact the strength of the flux core weld, and it is something that comes with practice. You shouldn't be disappointed if you fail at first, and here are several recommendations that can help you get better results.
To get the strongest flux core welds, you should use the drag (pull or backhand) technique. As the name states, you point the tip of the welding gun to the back of the weld and drag the gun across the weld.
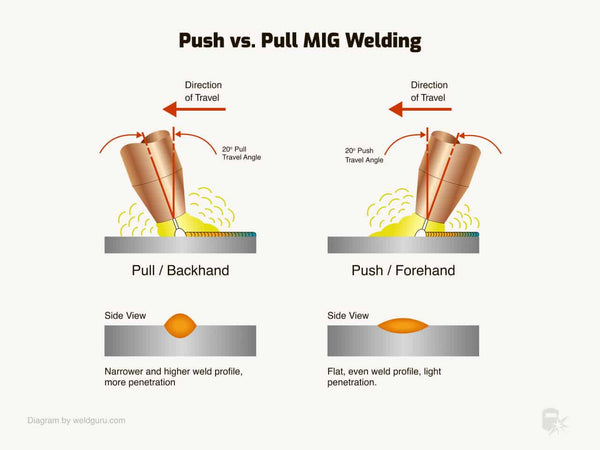
Source: https://weldguru.com/push-or-pull-when-mig-welding/
Even though dragging is a slower technique, you ensure higher penetration and less spatter while post-heating the joint. This is especially important for weld strength when welding thick metal, which is what flux core welding is designed for. In addition, post-heating relieves the residual stress on the base metal, and you don't have to clean hard spatter.
In addition, to successfully weld flux core, you will need a 10-15 degree travel angle. Travel angle refers to the angle between the electrode axis and a line perpendicular to the weld axis. Increasing the travel angle over 20 degrees can cause more spatter with inconsistent arc, impacting the overall strength of the weld.
Meanwhile, you should also look after the work angle. The work angle is usually 90 degrees with butt welds in a flat welding position or 45 degrees for T-joints. Welding in a horizontal position requires lowering the travel angle to 0-15 degrees, while overhead welding is extremely hard and requires reducing the recommended parameters up to 15-20%, but still doesn't have to result in a sound weld.

A fillet weld on a T-joint in the horizontal welding position. Note the angles from the metal and in the direction of travel.
Source: https://www.halversoncts.com/910-welding-joints-in-the-horizontal-welding-position.html
Failing to apply proper welding techniques will result in defects such as a lack of fusion or undercutting of the flux core weld. These both will weaken the weld, as the pieces are not fused properly, eventually causing the weld to fail.
Final Thoughts
Flux core welding is a versatile and strong metal joining process that combines ease of use from MIG welding and the ability to weld without shielding gas, like Stick/Arc welding. Even though it is considered a strong process suitable for thick stock, achieving the required strength will depend on various factors such as welding technique, settings, wire choice, or weld preparation.
So even if you don't get perfect results at first, you shouldn't get frustrated. Instead, you should use each mistake and our suggestions to work on self-troubleshooting. Only by understanding why things go wrong, you can work your way up to the perfect, strongest flux core weld.

Photo by @artofthearc
31 comments


Awesome choice for a machine, Allen! Thank you for purchasing. :) For the Flux-135-110 with silver tips, you will need 15AK MIG consumables, but unfortunately, it is out of stock in our store. For the brass/gold tips, you will need Tweco #1/mini tips, and you may find them here — <https://www.shopyeswelder.com/products/mig-gun-consumable-kit-100l>
I hope this helps!
I recently ordered a flux core 135. Though it has yet to arrive, I’ve been looking at getting some extra tips and nozzles, but I can’t find any replacement part numbers or manufacturers interchange numbers. Any suggestions?
Always our pleasure to help, Kay! Let me know please if there is anything else we can help you with. Should you have other concerns, please do not hesitate to reach out, we are just a message away!
I received the Code of Operation and Error chart from your service team, it’s precisely what I was looking for to take a deeper dive into its functions. Thanks again!
Awesome, thanks for the quick response! The support team at YES Welder really is phenomenal. Is the chart you mention different from the one that comes with the machine? Because I’ve looked that one over and haven’t found any reference to the parameters I mentioned. I’ll email you regardless right now, thank you!
Leave a comment