 Skip to content
Skip to content



Welding Positions Explained
Welding is a fundamental skill in fabrication and construction, but joining pieces is not always done in the warmth of the shop or a comfortable position. Sometimes, a welding job will require welding directly under the weld or vertical pieces, so you must adapt to these changes to produce strong, reliable welds.
That's why it is crucial to understand the fundamentals of welding positions. In this article, we will explore how welders navigate these stances to produce impeccable welds, from the foundational flat to the challenging overhead or inclined pipe; we've got you covered.

Stainless steel TIG welding on pipe in position 5F
Photo by @okieweld (TikTok)
What Are The Welding Positions?
A welding position refers to the specific orientation of the welding joint relative to the welder. Different welding positions are used to accommodate various joint configurations and ensure that the weld can be applied effectively and with optimal quality.
Each position presents unique challenges regarding accessibility, gravity effects, and weld pool control, so it is crucial to understand them. There are four basic welding positions:
- Flat welding position (1G, 1F)
- Horizontal position (2G, 2F)
- Vertical welding position (3G, 3F)
- Overhead welding position (4G, 4F)
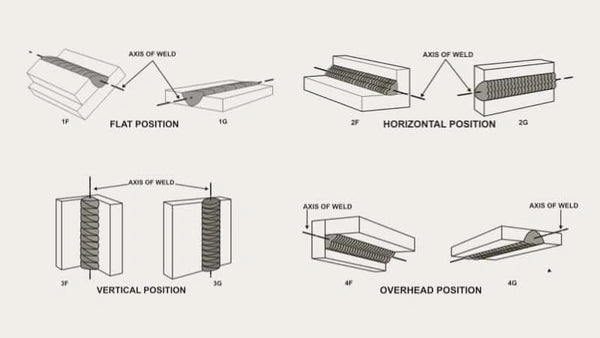
These can be used when welding groove weld (G) or fillet weld (F), and while they are fundamentally the same regarding the orientation of the weld, they differ in weld joint configuration.
In addition, there are two more complex positions that are used in pipe welding - 5G and 6G. In these positions, the pipe is placed and fixed vertically or in an inclined position, and welders weld around it using a combination of overhead, vertical, horizontal, and flat welding positions.
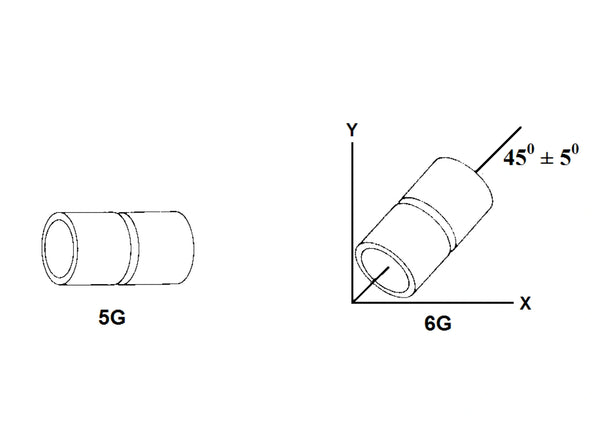
Pipe welding positions 5G&6G
Source: https://www.weldingandndt.com
1. Flat Welding Position Explained
A flat position is one of the most common and easiest to work with. It involves welding on the upper side of a horizontal surface while the welding joint is parallel to the ground. Simply put, you place your piece on a flat surface, such as a welding table, and weld on it, which makes it the most straightforward and commonly used position.
The fact you are not fighting gravity makes a flat position one of the easiest. Since you weld from above, the molten weld puddle fills the entire joint, and gravity holds it in place. This position offers good visibility and control over the welding process, making it relatively more accessible for beginners to master.

MIG welding in Flat Position (1F)
Photo by @_maljbrock_ (TikTok)
Welding In Flat position (1G, 1F)
Flat welding is commonly used for fillet welds (1F) and groove welds (1G) on horizontal surfaces. It is efficient for welding plates and sheets, providing a stable environment for the molten metal to solidify and form a strong weld bead.
You can use the most common welding processes (MIG, TIG, or Stick welding) with the parameters recommended by the manufacturer. Also, you can push or pull, depending on the method and thickness of the material.
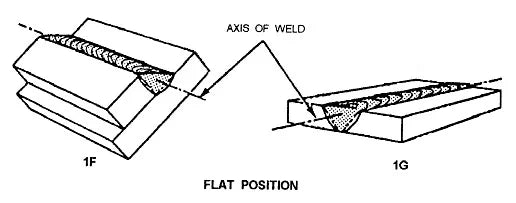
In 1F, the horizontal and vertical surfaces of the metals meet at 90 degrees, so the electrode is placed at the center of the joint at a 45-degree angle. Meanwhile, in 1G, you position the electrode at a work angle of 90 degrees, with a travel angle of 10-15 degrees.
In 1G pipe welding, the pipe is placed at a horizontal position. The pipe can be rotated along the horizontal (X) axis while you remain stationary. You lay your welds at the top of the pipe and rotate it to get the most basic and accessible pipe welding position.
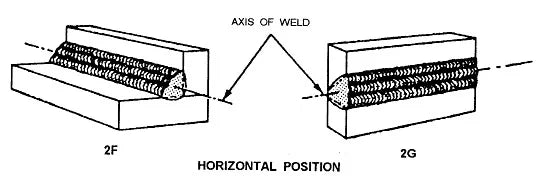
2. Horizontal Welding Position
The horizontal position involves welding on a joint that is essentially horizontal, with the weld axis running parallel to the ground. While flat and horizontal positions share many similarities, horizontal position presents a different set of challenges. In this situation, gravity has a lateral influence on the molten weld pool, which can drag it away from the joint, causing underfill or lack of fusion.
That's why you must adjust your welding parameters and adapt different welding techniques when welding in a horizontal position. However, welding in a flat or horizontal position is still considered more straightforward than other positions.

Welding In Horizontal Position (2G, 2F)
Like flat position welds, horizontal welding can be done on fillet and groove welds (2F and 2G)
Horizontal welding on fillet weld joint or tee joint (2F) is considered more accessible compared to groove weld or horizontal butt joint (2G) because the 2F has a bottom shelf that supports the weld puddle. As a result, the puddle will hardly get out of control or sag too much. The filler metal is fed directly into the joint at a 45-degree work angle where two pieces meet.
Source: https://www.wcwelding.com/
Horizontal welding on groove welds (2G) or butt welds is considerably more challenging. The two plates are placed vertically, but the welding axis is horizontal, ergo horizontal welding. The main issue is that molten metal can drop into the groove, so you'll have to use a smaller diameter electrode and reduce the heat. In this application, the work angle is 90 degrees, but you can slightly favor the top edge of the joint to battle gravity.
In horizontal pipe welding (2G), the pipe is placed upright in a vertical position. The welding is performed horizontally on the side of the pipe, and the pipe can be rotated along the vertical (Y) axis. That way, you perform a horizontal pipe rolled weld, which is considered manageable, even though you shouldn't disregard the gravity.
3. Vertical Welding Position
The vertical welding position involves welding on a joint where the axis of the weld is positioned vertically. This can be challenging because gravity significantly impacts the molten metal, making it more prone to sagging or dripping. This position is frequently encountered in applications like pipe welding and vertical seams on structural components.
Due to the gravity, you will need to adjust the travel speed, angle, and heat input. Adapting to the given conditions is crucial to achieving a strong and sound weld in the vertical position. For example, a vertical weld with the same parameters as a flat weld will have significantly worse quality wit the common defects being underfill, lack of fusion, or penetration.

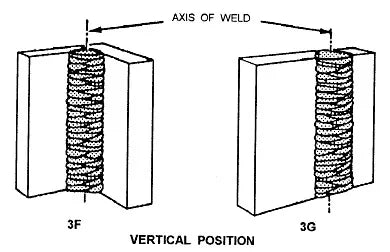
Welding In Vertical Positions (3G, 3F)
Vertical position welding can be performed on filet and groove joints (3F and 3G) and pipes. However, unlike horizontal and flat positions, vertical welds are performed either up or down rather than pushing or pulling. Therefore, we have vertical up and vertical down welds.
- Vertical up is the preferred welding method in most applications and thicker materials. As you weld from the bottom to the top of the weld joint, you prevent the molten metal from flowing downward and piling up. The heat buildup is also higher, which is suitable for most thicker materials and complex weldments.
- Vertical down includes welding vertically, from the top of the joint to the bottom. This isn't a preferred method since molten metal can quickly flow downward without correctly filling the joint, penetrating and fusing the pieces. Still, it can be used on a thin sheet or aluminum pipe welding once there is a risk of burn-through or a need for fast travel speeds.
Source: https://www.wcwelding.com/
Due to the effects of gravity, welding in a vertical position will call for specific parameters and proper welding techniques. You will need to reduce the wire feed speed and voltage to reduce the fluidity of the weld puddle, which stops it from flowing downward.
In addition, vertically welding in a straight, stringer bead will result in a ropey bead that doesn't fuse into the edges. That's why you must weave the torch in a zigzag motion, triangle, or reverse T for vertical weld.
As you can see, vertical welding positions can be relatively tricky, requiring more skill and practice. As an absolute beginner, try experimenting with parameters and practice getting into a comfortable position before welding on scrap material, then move to the main pieces.
4. Overhead Welding Position
The overhead welding position involves welding on a joint where the axis of the weld is positioned above the welder. Overhead welds are often performed on fixed pieces that need repairs or a piece of equipment that cannot be moved. So, typically, you are lying under the weld or positioned on the ladder to perform a weld overhead.
Like with vertical welding, this is another challenging welding position in which you are leading a battle with gravity. But now, instead of flowing downwards, a weld puddle, molten metal, and sparks spatter on your head or body. So using protective equipment, including a welding helmet, full leather jacket, bandana, and extra protection, is essential.

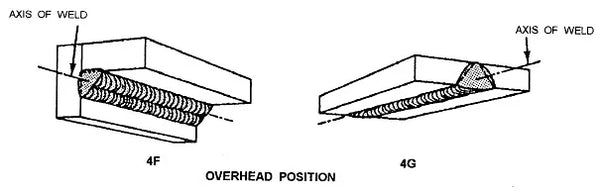
Welding In Overhead Position (4G, 4F)
Welding grooves and fillets (4G and 4F) in overhead positions calls for a similar approach and techniques to vertical welding. Since you are dealing with gravity, you need to reduce the fluidity of the puddle by lowering the voltage and wire feed speed (amperage). Still, ensure the heat is high enough to provide proper penetration and fusion.
Source: https://www.wcwelding.com/
A 4G weld requires slight weave or puddle manipulation, like vertical welding. It is commonly used for applications requiring higher strength and deeper penetration. Once again, you want to help the puddle reach both sides and fill the joint evenly. Welding the underside of beams will require a 4F position, which is considered safer since the molten puddle can drip down onto a bottom shelf rather than your face. Before an overhead weld, ensure that welder body and head are fully covered.
Pipe Welding Positions (5G, 5F & 6G, 6GR)
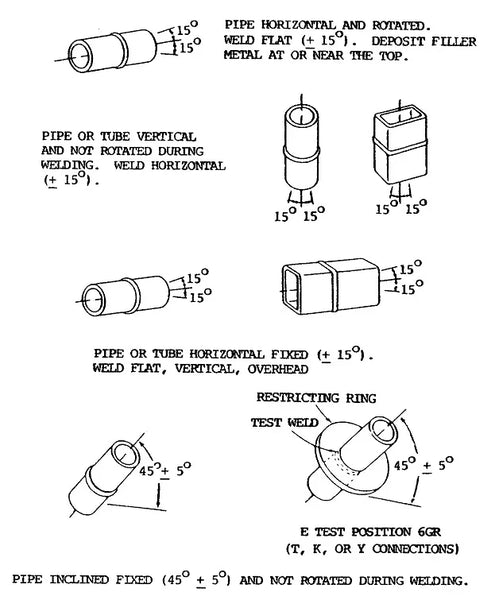
We already said that there are four basic welding positions, but if you browse the internet, you can encounter 5G, 5F or 6G, and 6GR marks, and we feel like we owe you an explanation. 5G and 6G positions are used in pipe welding, and they can be used when joining two pipes with groove welds (G) or when welding pipe to a plate using fillet weld (F).
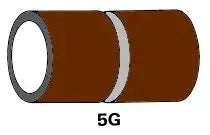
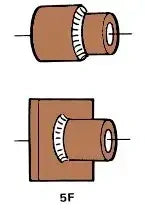
Vertical Pipe Welding Positions (5G and 5F)
The 5G welding position is a variation of the vertical welding position designed explicitly for welding pipes. In the 5G position, the pipe is positioned horizontally, like with flat welding. Still, the pipe is fixed, so you perform the welding by going around the pipe maintaining a fixed, vertical orientation. The 5G position is commonly used in pipe welding applications where the pipe cannot be rotated, such as in fixed or overhead pipe installations.
Welding in the vertical position, especially on pipes, presents challenges due to the effects of gravity on the molten metal. Properly controlling the weld pool, penetration, and bead shape is crucial to ensure a sound and quality weld. It's a critical skill for welders in the construction, petrochemical, and pipeline welding industries.
A 5F weld joint is used when a tube is welded to a plate. The axis of the tube is horizontal, and the plate is vertical. The entire weldment is fixed, so you have to go vertically up around the tube, once again, having to control the puddle and parameters to ensure proper penetration and avoid molten filler metal from dripping.
Source: https://www.weldfabworld.com/
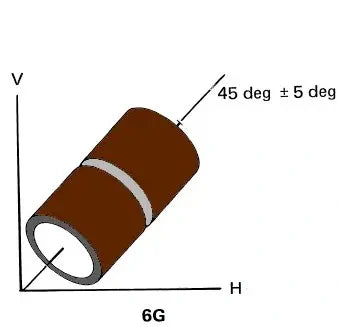
Inclined Pipe Welding Positions (6G, 6GR)
Inclined pipe welding positions 6G and 6GR are among the most complex welding positions you can encounter. Similar to 5G, the pipe is fixed, but in 6G, it is inclined at a 45-degree angle. As a beginner, you will rarely have to work in this position, but it is common in fabricating and installing pipes and pipelines in oil and gas plants and industrial plants.
The main issue of pipeline welding in 6G is the fact that the pipe is inclined and fixed, so you have to weld all around it. To do so, you must combine vertical, horizontal, and flat welding, often combined with overhead welding in cramped spaces. Therefore, it requires unique sets of skills and an understanding of the potential issues to produce sound welds.
Source: https://www.weldfabworld.com/
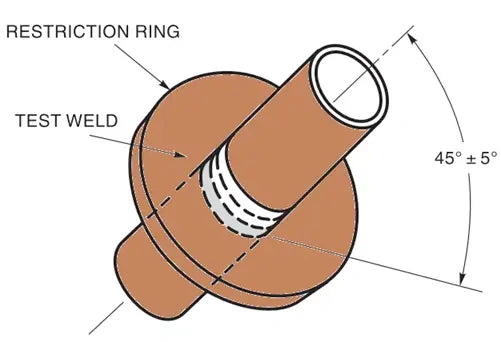
The 6GR is a particular welding position used for welder testing & production welding. The letter R denotes "Restriction," meaning the position uses a restriction ring above the groove. This restriction ring is tack welded to the upper side pipe, and welders must show exceptional skill sto properly weld around it.
6GR
Source: https://www.weldfabworld.com/
Final Thoughts
A comprehensive understanding of welding positions is indispensable for welders aiming to master the art of joining metals effectively. From the foundational flat position to the intricate 6GR, each orientation presents unique challenges and demands specific techniques.
Welding positions dictate the success of a weld, influencing factors such as gravity, accessibility, and joint configuration. Welding is not a one-size-fits-all fits all profession, so to successfully weld in each position, you must adapt the welding parameters, techniques, and preparation.
🧐Welding Positions Explained FAQ
1. What are the welding positions?
A welding position refers to the specific orientation of the welding joint relative to the welder. Different welding positions are used to accommodate various joint configurations and ensure that the weld can be applied effectively and with optimal quality. There are four basic welding positions:
-
Flat welding position (1G, 1F)
-
Horizontal position (2G, 2F)
-
Vertical welding position (3G, 3F)
-
Overhead welding position (4G, 4F)
These positions apply to groove welds (G) or fillet welds (F), with differences in joint configuration. In pipe welding, two additional positions, 5G and 6G, involve welding around vertically or inclined pipes using a combination of overhead, vertical, horizontal, and flat positions. Understanding these positions is crucial due to their unique challenges in accessibility, gravity effects, and weld pool control.
2. What are the welding positions used for in pipe welding?
There are four common positions that are used in pipe welding:
-
5G Position
-
5F Position
-
6G Position
-
6GR Position
👏 You may be interested in the following:


Leave a comment